|
BROCO PRIME CUT |
 |
demonstração do equipamento
(Clicar no link abaixo)
http://www.strongweldingproducts.com/broco/i_brocotorchdemo.html
Uma nova tecnologia foi
recentemente desenvolvida pela empresa BROCO INC, para as
aplicações de corte, fura- ção e escariamento, denominada
“ultratérmica” em função da alta temperatura de operação,
superior a 6.000ºC. É um processo muito simples e opera
somente com o oxigênio
Os
componentes do sistema são: o porta eletrodo, os eletrodos,
uma placa de cobre para a ignição, uma bateria automotiva de
12V, um cilindro de oxigênio com regulador de pressão,
mangueira e cabo elétrico.
O porta eletrodo tem uma porca
para fixar os eletrodos e uma válvula para controlar o fluxo
de oxigênio. A placa de cobre e o cabo elétrico do porta
eletrodo são ligados a bateria para a ignição. Durante a
operação a bateria não é utilizada.
A ignição do eletrodo é obtida
raspando o eletrodo na placa de ignição, provocando-se uma
faísca. O processo usa somente o oxigênio, que flui pelo
eletrodo e mantém a ignição. Fechando-se o oxigênio a chama é
extinta.

O eletrodo consiste num tubo
de aço dentro do qual tem varetas de aço ligado. Estas
varetas, no processo de combustão, reagem com o oxigênio e
queimam gerando uma.
Temperatura superior a 6.000ºC
na ponta do eletrodo. Funde e/ou derrete praticamente todos os
materiais. A pressão do oxigênio que flui pelo eletrodo é
utilizada para a remoção do material fundido. Os eletrodos são
fornecidos com diâmetro de 1/4", 3/8”, e 1/2".
O processo ultratérmico
complementa os processos tradicionais de corte, furação e
escariamento como o oxicorte e o eletrodo de grafite. Em
relação a estes processos apresenta as seguintes vantagens:
-Alta temperatura, superior a
6.000ºC, permite uma ampla variedade de aplicações.
-É extremamente fácil de ser
operado.
-Economia e Segurança:
dispensa o acetileno, a máquina de solda e o compressor de ar.
- -Não produz ruído nem fumaça.
-Rapidez e versatilidade:
corta, fura e escaria qualquer material com rapidez e
segurança.
-Não deposita carbono,
dispensando a limpeza posterior.
-Portátil: pode ser facilmente
levado ao local de trabalho (o kit pesa apenas 11 kg).
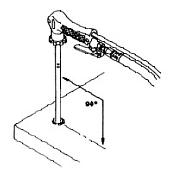
Dando a partida
- Antes de iniciar a operação remover do local materiais
inflamáveis e observar as normas de segurança.
Ligar a mangueira do porta
eletrodo ao regulador de pressão do cilindro de oxigênio; ligar
o cabo elétrico do porta eletrodo e da placa de cobre a bateria,
conforme ilustrado. Para dar a partida raspar o eletrodo na
placa de cobre mantendo um pequeno fluxo de oxigênio. A formação
de centelhas indica a ignição. O eletrodo somente queima com o
oxigenio, o qual é controlado pela alavanca no porta-eletrodo.
Cortando o fluxo de oxigênio a chama extingue-se imediatamente.
A pressão do oxigênio e o
eletrodo a ser utilizado variam com o trabalho a ser feito.
Estão especificados nas instruções de operação.
Operações/Aplicações
Furação:
remoção de pinos engripados, para fusos, rebites, etc; furação
de chapas para inicio do oxicorte; furação de refratários;
Escariamento:
remoção de soldas, soldas de cobertura, remoção de trincas, etc.
Não deposita carbono, dispensando a limpeza posterior.

Corte:
remoção de esteiras e pinos, dentes de caçambas, etc, no campo
e/ou na oficina; remoção de lâminas de corte, cantos, etc; corte
de aço inoxidável, ferro fundido, alumínio, manganês, bronze,
titânio, etc; corte de refratários, etc.

Na oficina e no campo, o
processo permite efetuar reparos em menor tempo e minimiza o
tempo de parada dos equipamentos, reduzindo o custo.
Apresentação:
Fabricante: BROCO INC,
Califórnia, EUA.
Equipamento: kit referencia
PC/A-20 constituído por um porta
eletrodo com 4,5 m de mangueira de oxigênio e 4,5 m de cabo
elétrico, uma placa de ignição com 4,5 m de cabo elétrico, dois
grampos de bateria, um protetor de couro, nove eletrodos de 1/4
“e 6 eletrodos de 3/8”, adaptadores para os eletrodos, tudo
dentro de uma maleta de plástico reforçado, pesando 11 kg.
Eletrodos: ref. 1418PC -
eletrodos de 1/4" x 457 mm -
ref. 3818PC - eletrodos de 3/8”
x 457 mm -
ref. 3836PC - eletrodos de 3/8” x 914 mm -
ref. 1248PC - eletrodo de 1/2" x 1220 mm -
Barras de corte (para serviço
pesado): ref. BB-1 - porta eletrodo para barras de corte.
ref. BB - 0 5/8”
x 1500, 2000 e 3000 mm.
ref. HVR4000 -
regulador de pressão de duplo estagio (grande volume).
ESCOLHA DA BITOLA DO ELETRODO
|
3/16 |
1/4 |
3/8 |
1/2 |
Corte |
| xx
|
xx |
xx |
xx |
Corte de buchas e rolamentos pequenos com precisão
Aços carbonos ou ligados com espessura até 1/2"
Aços carbonos ou ligados com espessura superior a 1/2"
Serviços pesados
|
|
|
|
|
Furação |
|
xx
|
xx
|
xx |
|
Parafusos e pinos pequenos
Metais até 150 mm de espessura; parafusos e pinos pequenos
Metais acima de 150 mm de espessura; pinos em geral
|
|
|
|
|
Sulcamento |
|
xx
|
xx
xx
|
xx
xx
xx
|
|
Remoção de trincas
Remoção de soldas
Remoção de soldas de cobertura (solda dura)
|
| BARRAS DE CORTE EGEPAR
PROCESSO EXOTÉRMICO PARA
SERVIÇOS PESADOS E EXTRA-PESADOS
Um novo processo para
cortar materiais diversos, com rapidez e eficiência
As
barras de corte Egepar consistem num tubo de aço dentro do
qual são inseridas varetas de aço especial. O processo de
combustão é alimentado pelo oxigênio que flue por dentro
do tubo, entre as varetas. Com este processo, denominado
exotérmico ou ultratérmico, a combustão atinge
temperaturas na ordem de 6.000ºC, tornando o equipamento
extremamente eficiente na execução de serviços pesados e
extra-pesados em aciarias, fundições, etc.
É
próprio para cortar materiais pesados e volumosos, tais
como:
·
Limpeza de vazamentos e de escoria
·
Corte
de sucatas diversas
·
Corte
de cabeçotes e lingoteiras
·
Limpeza de vazamentos em lingotamento continuo
·
Corte
de refratários no revestimento de fornos
·
Abertura de alto forno (tapping)
·
Qualquer operação de corte de escoria, refratários e
outros materiais tanto ferrosos como não ferrosos, corte
de materiais exóticos como níquel, titânio, alumínio, aço
inox, alto cromo, ferro fundido, etc
Em
virtude do tipo de construção e do processo de combustão,
as barras de corte Egepar são bem mais eficientes do que
as lanças de oxigênio, apresentando as seguintes
vantagens:
·
Menor
consumo de oxigênio
·
Maior
velocidade de corte
·
Menos
poluição e ruído
·
Mais
versatilidade, permitindo o corte de diversos materiais
que as lanças comuns não cortam.
São
fornecidas com diâmetro externo de 5/8” e comprimento de
2000mm. Para se obter bom desempenho, é importante manter
um alto fluxo de oxigênio. Recomenda-se utilizar regulador
de pressão de duplo estagio alem de um adaptador especial
para afixar as barras de corte e controlar o fluxo de
oxigênio.
|
|